よくある質問
 レーザー外径測定器に関する質問
レーザー外径測定器に関する質問
レーザー外径測定器に関する質問
Index
- 表示器のカバーの外し方は?
- 表示器のバージョン確認方法は?
- 検出器と表示器間のケーブル長はどれくらい伸ばせますか?
- 製造番号が違う検出器と表示器を組合わせるとどうなりますか?
- 実際の測定サンプリングと平均回数の関係を教えて下さい。
- ワークの振動は測定精度にどう影響しますか?
- 検出器の取付方向に制限はありますか?
- 仕様精度が保証されない特定領域外ではどの程度の精度となりますか?
- アクリル水槽などを通して水中のものを測定することができますか?
- ホールド入力の回路はどのようになっていますか?
- セパレート型検出器の投受光間距離はどれくらいまで伸ばせますか?
- 信号分岐ユニットの具体的な使用例を教えてください。
- LDM-110/110EXとLDM-130/130EXの違いは?
-
表示器のカバーの外し方は?
-
- 本体がパネルに装着されている場合は、まずパネルの配線を全て外し、取付金具を外して本体をパネルから外します。
- カバーを外す前にショートピースで短絡されている端子があったら外しておいて下さい。
- リアパネルからナイロンスペーサを外すとカバーが外れます。
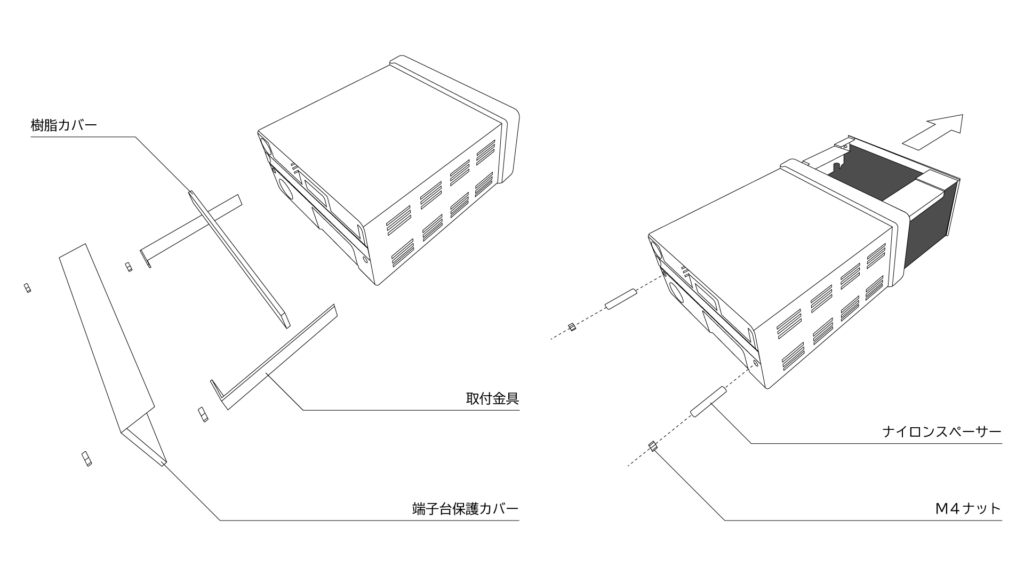
画像をクリックすると大きな画像が開きます。

-
表示器のバージョン確認方法は?
-
バージョン番号は、電源投入時、"8.8.8.8.8."と表示された後に表示される"-"で囲まれた数値になります。
-
検出器と表示器間のケーブル長はどれくらい伸ばせますか?
-
付属されている検出器-表示器間のケーブル長は標準で5mです。
それ以上の長さが必要な場合は、オプションで 最大30mまで延長できます。
ケーブルの種類は5m/10m/15m/20m/25m/30mの6種類を在庫として保有していますが、これ以外の長さをご希望の場合は、弊社営業部までお問い合わせください。
また、30m以上伸ばしたい場合には、中継ボックス(LDM-201/LDM-202)を使用します。
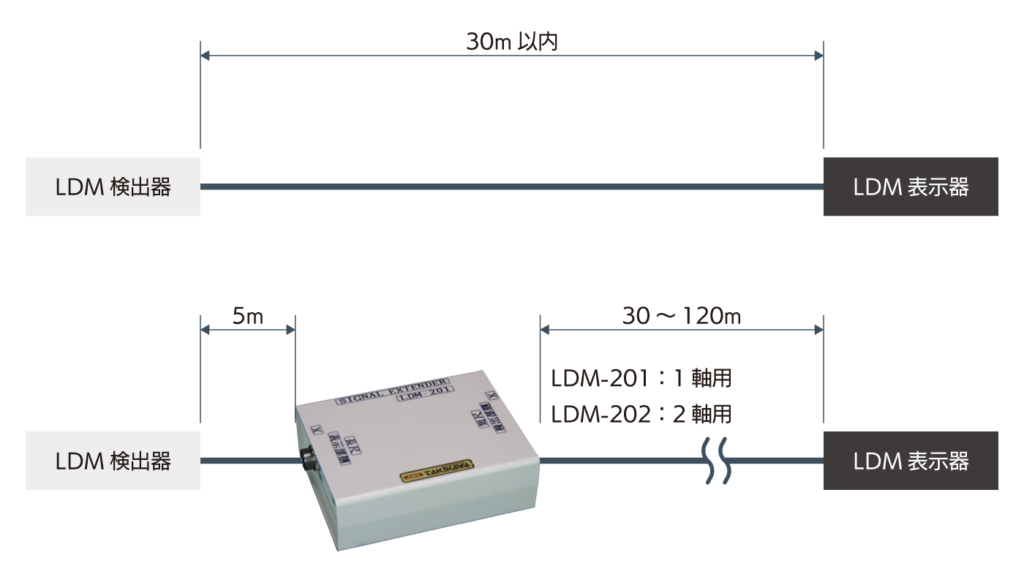
LDM-201/LDM-202は小型のボックスで、表示ユニットの電源で動作するため、AC電源を供給する必要はありません。
この中継ボックスを使用すれば、約120mまでケーブルを延長できます。
-
製造番号が違う検出器と表示器を組合わせるとどうなりますか?
-
レーザ外径測定器の検出器と表示器はペアでキャリブレーション(校正)されていますので、できるだけ組み合わせを変えずに、同じ製造番号同士のものをご使用ください。
どうしても組み合わせを変える必要があるときは下記の事項にご注意ください。
- LDM-110シリーズとの組み合わせで出荷された検出器はLDM-110シリーズの表示器と組み合わせて使用し、LDM-100シリーズとの組み合わせで出荷されたシリーズはLDM-100シリーズの表示器と組み合わせて使用してください。
- LDM-110シリーズとの組み合わせで出荷された検出器には、レーザーONモニターLEDが付いています。
- LDM-110シリーズとの組み合わせで出荷された検出器は、LDM-100シリーズと接続しても測定ができません。
- "E-00"のエラーメッセージが表示されるか、または"0000"表示で動作が止まります。
- 表示器に対して正規のペアと同じ型の検出器であれば、大体正確な値を表示しますが、仕様上の精度は保証できません。
- たとえば精度±2μmのLDM-303Hの場合、組み合わせを変えると10μm程度までずれることがあります。この場合は、再度キャリブレーションを行った上でご使用いただくことを推奨します。
- LDM-100シリーズとの組み合わせで出荷された検出器は、LDM-110と接続しても測定はできますが、長時間その組み合わせで使用すると、検出器か表示器(LDM-110)のどちらかを破損する可能性があります。
- どちらかが破損してしまった場合でも正常な測定は可能ですが、正規の組み合わせに戻した際に測定できない現象が起きます。
- 違う型の検出器と組み合わせると出鱈目な値を表示します。この場合は必ずキャリブレーションが必要となります。
レーザー外径測定器のキャリブレーション方法は、付属の取扱説明書をご参照ください。
- LDM-110シリーズとの組み合わせで出荷された検出器はLDM-110シリーズの表示器と組み合わせて使用し、LDM-100シリーズとの組み合わせで出荷されたシリーズはLDM-100シリーズの表示器と組み合わせて使用してください。
-
実際の測定サンプリングと平均回数の関係を教えて下さい。
-
レーザ外径測定器の検出器は、被測定物に対して1秒間に400回スキャニングを行っています。
つまり、測定値を1秒間に400回サンプリングしているため、サンプリング間隔は2.5msecとなります。レーザ外径測定器における平均回数とは、このサンプリングデータをいくつ集めて平均するかを示すパラメーターです。
平均回数を256回に設定したとすると、データを256個分合計して256で割った単純平均値を表示します。よって、表示が変わる間隔は0.64sec(=256× 2.5msec)となります。
ただし、レコーダ出力は移動平均法を用いているため、2.5msecに1回の出力更新となります。
70m/分のラインスピードにてパイプが走行している場合、パイプは1秒間に1167mm(=70m/60sec)移動します。
よって、パイプの長さに対する1秒間のサンプリング間隔は、2.92mm(=1167mm/400回)となります。
このパイプに対して平均回数を256回に設定すると、0.64sec間隔で平均値を計算するため、パイプの長さ方向では 747mm(= 1167mm×0.64sec)長の平均値ということになります。

LDM-304Hの例 測定精度(安定度)は平均回数が多くなるほど良くなり、その関係はガウス分布となります。
よって、精度が要求される場合は平均回数を適度に多くしなければなりません。
ガウス分布になる理由は、スキャニングモーターの回転ムラ、回転ミラーの精度、電子回路のデジタル化エラー、ワークの振動によります。
-
ワークの振動は測定精度にどう影響しますか?
-
レーザービームのスキャニング速度は検出器の測定範囲÷400µsecであり、よって、実際にレーザービームがワークを横切る時間は、ワーク外径÷スキャニング速度で求められます。
また、1回のスキャニングにおけるワークの振動による測定誤差の最大値は、レーザービームがワークを横切る時間÷ワークの振動周期×ワークの振動振幅で求められます。
以上をまとめると、振動による測定への影響(最大誤差)はワーク外径÷測定範囲÷振動周期×振動振幅×400µsecで求めることができます。
周波数:10Hz/振幅:2mmで振動する外径60mmのワークをLDM-304H(測定範囲:90mm)で測定する場合、振動が測定に与える最大誤差は、
外径60mm÷測定範囲90mm÷振動周期0.1sec×振幅2mm×400µsec= 5.33µm
となります。
実際の測定では、ビーム進行方向とワーク移動方向が一致した場合は+5.33µmとなり、逆の場合は-5.33µmとなります。
なお、上記の最大誤差は1回のスキャニングで起こりうる最大誤差であり、平均回数を多くすることで誤差は平均化されます。
また、平均回数を多くすると振動方向とスキャニング方向が一致したり逆になったりが繰り返されるため、誤差を打消し合うことになります。
-
検出器の取付方向に制限はありますか?
-
制限はありません。どの方向に取り付けていただいても大丈夫です。
ただし、投光側、受光側いずれの場合も、ガラス面が天を向く様に設置される場合は、ガラス面に埃がたまりやすくなったり、水滴がつきやすくなりますので、ガラス面の清掃には特に気をつける必要があります。
-
仕様精度が保証されない特定領域外ではどの程度の精度となりますか?
-
特定領域外での精度は、特定領域内における保証精度の2~3倍程度になります。
特定領域に近いほど保証精度に近く、特定領域から離れるほど保証精度から離れる傾向にあり、測定領域の限界間際になると保証精度のおよそ3倍程度まで悪くなります。
ただし、機器ごとにバラつきがあり、あるLDM-304Hの場合、中心振り分けで特定領域である60mm角領域の精度は±5µmですが、70mm角領域では±7µm、80mm角領域では±10µm、90mm角領域では±15µmになります。
-
アクリル水槽などを通して水中のものを測定することができますか?
-
できます。
ただし、水中に気泡や不純物がある場合は、肉眼で確認できない程度であっても測定に支障を来しますのでご注意ください。
-
ホールド入力の回路はどのようになっていますか?
-
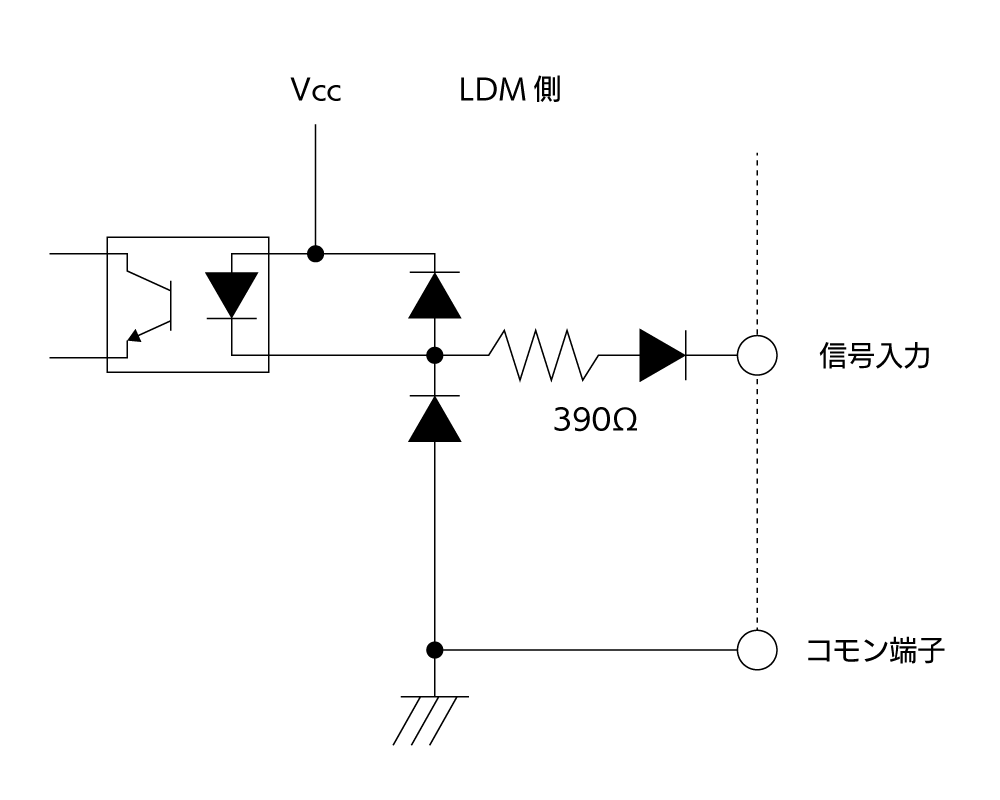
図のようになっています。
フォトカプラで信号を受けてはいますが、内部回路とはアイソレーションされていません。
ノイズが混入しないように、動力線と一緒に束ねたりしないでください。
また、できればツイストペア線を使用し、配線距離も極力短くしてください。
-
セパレート型検出器の投受光間距離はどれくらいまで伸ばせますか?
-
セパレートタイプにおける測定可能投受光間距離は下表の通りです。
ただし表中の距離は測定可能距離であり、精度を保証するものではありません。距離が長くなるほど精度は多少低下します。
精度は距離およびアプリケーションによって決まりますので、詳細についてはお問い合わせください。
型式 最大測定可能距離 LDM-303H-SP 400mm LDM-304H-SP 1000mm LDM-305H-SP 3500mm LDM-306H-SP 4000mm
-
信号分岐ユニットの具体的な使用例を教えてください。
-
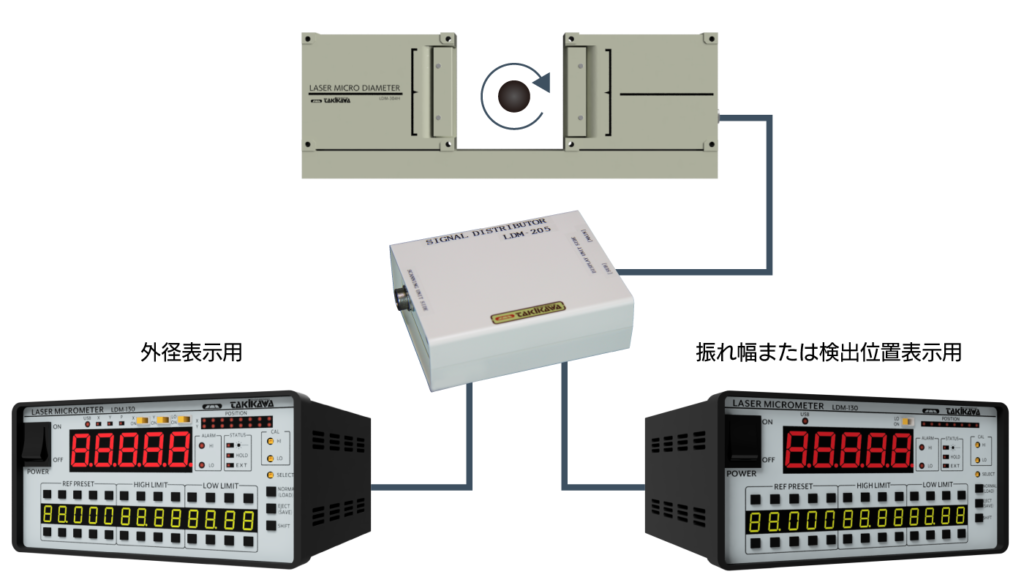
Ex1)製品の外径と"振れ"または検出位置を同時に測定する
被測定物を回転させ、振れ幅を数値化する場合の事例です。
表示器を2台使って1台に外径の測定値を、もう1台に振れ幅や検出位置を表示させたい場合に信号分岐ユニットは有効です。
Ex2)1台の検出器で複数製品の外径を同時に測定する
たとえば径の異なる2つの被測定物(A/B)の外径を、1台の検出器を使って測定する場合の事例です。
それぞれの外径を同時に表示させたい場合にも、信号分岐ユニットは有効です。

このほかにも複数のアプリケーション事例がありますので、詳細は当社営業部までお問い合わせください。
-
LDM-110/110EXとLDM-130/130EXの違いは?
-
下比較表をご確認ください。有色セルになっている箇所が、両者の相違点になります。
機種 LDM-110 / 110 EX LDM-130 / 130 EX 測定平均回数 1 ~ 2048 回(12段階) 表示桁数 最大5桁表示 中心値設定 5桁デジタルスイッチ 5桁7セグメントLED表示 上限公差設定 4桁デジタルスイッチ 4桁7セグメントLED表示 下限公差設定 4桁デジタルスイッチ 4桁7セグメントLED表示 最大値/最小値 平均回数単位で測定値の最大値または最小値を表示 USBコネクタ USBメモリーへの設定値ロード/セーブ機能を搭載 中心位置モニター バーグラフLEDにより8ポジション表示 レコーダ出力 ±10V 1µV~1mVの範囲で選択設定 上下限接点出力 上限:1a 下限:1a AC250V(抵抗負荷) エラー接点出力 1b(電源オフ時は閉) AC250V 2A(抵抗負荷) 外部通信 RS-232インターフェース標準搭載 RS-485インターフェース Modbus(RTU)2線式 標準搭載
CC-Linkインターフェイス搭載可(オプション) EtherNet/IP搭載可(オプション) BCD出力 BCD出力[6桁](オプション)
スキャン速度 400回/秒 400回/秒 or 2000回/秒 外形寸法 W144×H72×D191mm
BCDオプションに関する質問
質問項目
-
BCD基板のストローブパルス幅を変更できますか?(LDM-110/110EX/210)
-
可能ですが、機種によって方法が異なりますので、詳しくはお問い合わせフォームからお尋ねください。
-
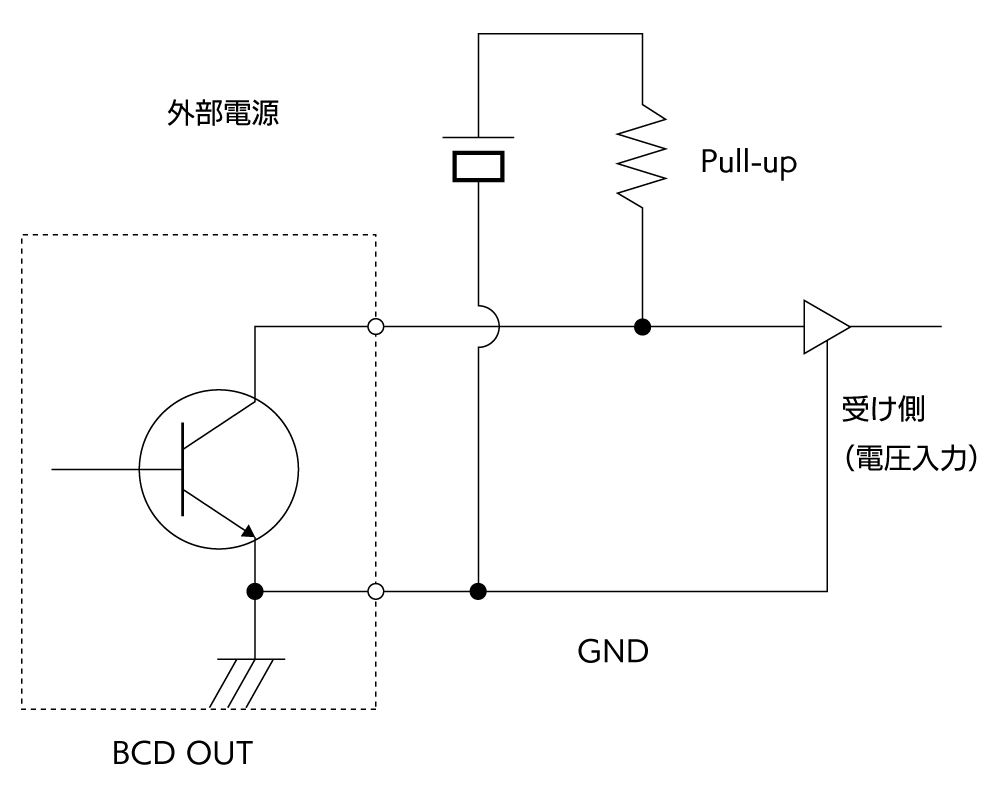
BCD出力回路の仕様と、受け側との結線方法は?
-
BCD出力回路仕様は以下の通りです。
- オープンコレクタ負論理
- 出力トランジスタON時の最大出力電流:40mA DC
- 接続できる外部電源電圧の最大値:+30V DC
受け側が電圧入力タイプの場合は、下図の様になります。
Remove BCD受け側でプルアップ抵抗が内蔵されていなければ、追加する必要があります。
受け側が電流入力タイプ(フォトカプラ入力)の場合は、下図のような接続が一般的です。
Remove BCD電源内蔵タイプなら、外部電源を省略できます。

上記いずれの場合も、全ビットがONしたときに必要な電流を十分流せる定格の外部電源を選定してください。
-
BCD信号の配線はどの程度まで伸ばせますか?
-
設置場所のノイズ環境や配線のシールド処理、配線の引回しによって左右されるので一概には言えませんが、弊社技術スタッフの経験則上、50m程度までは大丈夫かと思われます。
また、ストローブ信号を使用せず、違う場所で表示だけさせるような用途であれば、100m程度伸ばしても実用上はほとんど問題ありません。
-
表示ではブランクになっている桁が、BCDでは(F)hexになってしまいます。対策はありますか?
-
LDM-110、LDM-210やLDM-100シリーズでは、表示ブランクとなっている桁がBCD出力では(F)hexとなる仕様になっています。
ゼロサプレス機能をOFFにしてブランクを0表示にすることで、BCDデータも[0]hexとなりますが、表示の頭に0が入ります。
或いは、受け手側で[F]hex=[0]hexであると解釈することもひとつの対策と言えます。
なお、LDM-110EXやLDM-1000/1000EXでは、表示はゼロサプレスされていてもBCD出力では[0]hexが出力されます。
ゼロサプレスについてはこちらをご確認ください≫
-
LDM-110/210でエラーが表示されているときのBCD出力信号はどのようになっていますか?
-
LDM-110/210のエラー表示は "E-12"というように、"E-"とそれに続く番号でエラー内容を示しています。
BCD出力信号では、"E"のコードは[A]hex、"-"のコードは[B]hexとなり、ブランクは[F]hexとなります。
ただし、LDM-110/210は正しい測定の時以外にBCDストローブ信号を出力しません。
RS-232C通信に関する質問
Index
- RS-232Cのケーブル結線について教えてください。
- RS-232Cケーブル長はどの程度まで伸ばせますか?
- RS-232Cを介した機器への設定がうまくいかないことがあります。
- LDM-110とのRS-232C通信で、[R]によって測定値を1回読むことができますが、それ以降は通信できません。
- 表示器にRS-232Cエラーである[E-41]が表示されます。
- 表示器にRS-232Cを使用し、パソコンに測定値を取り込む場合、どれくらいのサンプルレートで取り込むことができますか?
- LDM-110のボーレート設定が4800bpsしかありませんが、それ以上の設定はできないのでしょうか?
- USB-RS232C変換ケーブル使用時の注意点は?
-
RS-232Cのケーブル結線について教えてください。
-
RS-232Cの信号配列は、下図左側のようになっています。古いモデルでは、D-SUB 25ピン雌コネクタを使用しているものもあり、その場合の配列は下図右側のようになっています。
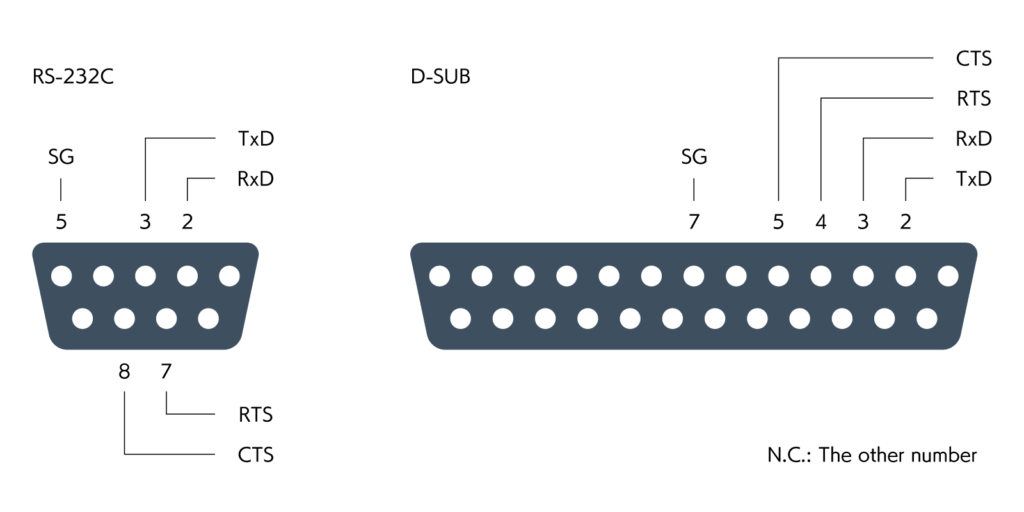
上図における表記はそれぞれSG:信号用グランド/TxD:送信データ/RxD:受信データ/RTS:送信要求/CTS:送信可の信号です。
概ね市販のRS-232Cクロスケーブル(ヌルモデムケーブル、リバースケーブルとも)で接続できますが、接続する機器によっては市販ケーブルではうまく動作しないケースもあります。
ケーブルを自作される場合、最も推奨される接続は下表の通りです。
弊社側機器 お客様側機器 SG ---- SG TxD ---- RxD RxD ---- TxD RTS ---- CTS CTS ---- RTS ケーブル接続をよりシンプルにしたい場合には、RTS-CTSおよびCTS-RTSが未接続でもほとんど問題ありません。
この推奨接続でうまく行かないようであれば、稀にお客様の機器側でDSR(データセットレディ)とDTR(データ端末レディ)を短絡させて使用しなければならない場合があります。
-
RS-232Cケーブル長はどの程度まで伸ばせますか?
-
規格では15m以内と決められており、それ以上の長さが必要な場合は、RS-485などの長距離伝送に適したインターフェースに変換して通信する必要があります。
実際には30m程度までは問題無く動作する場合がほとんどですが、規格外の使用となるため、トラブルが発生した場合もあらゆるサポートの対象外となりますのでご注意ください。
-
RS-232Cを介した機器への設定がうまくいかないことがあります。
-
設定コマンドのように複数の文字列を使用するコマンドにおいては、その文字列をほぼ同時に送信すると、弊社機器側で文字の取りこぼしが起こり、コマンドが正しく解釈されいない場合があります。
この問題が発生した場合、大抵は以下の方法で解消されます。
- 通信ボーレートを下げてみるか、または、文字列を1文字づつ時間を空けて送信を行ってください。
- たとえばLDM-110EXに対して"h1234[CR]"([CR]はキャリッジリターンコード)を送信する場合、送信"h1234[cr]"とはせずに、送信"h"―ディレイ―送信"1"―ディレイ―送信"2"―ディレイ―送信"3"―ディレイ―送信"4"―ディレイ―送信"[cr]"―ディレイとしてください。
- この場合のディレイの長さは機種によりますが、50msec程度で大丈夫です。
- 50msecでうまくいかない場合は、ディレイタイムを長くして行ってください。ディレイタイムを1secにしてもうまくいかない場合は、弊社機器とは別に原因があると思われます。
- 設定コマンドの後に設定値を読み出して、正しく設定されたかをご確認ください。
- 通信ボーレートを下げてみるか、または、文字列を1文字づつ時間を空けて送信を行ってください。
-
LDM-110とのRS-232C通信で、[R]によって測定値を1回読むことができますが、それ以降は通信できません。
-
次のような原因が考えられます。
- "R"だけを送ったつもりが、機器側で勝手にキャリッジリターンコード等を付加して送信している
- LDM-110の古いバージョン(バージョン1.11以前)をお使いの場合には、この様な現象が発生する可能性があります。新しいバージョンでは、キャリッジリターンが付加されているかどうかに関係なく動作します。
- 古いバージョンをご使用の場合は、お客様側の機器でキャリッジリターンを付加しない設定にしてください。
- お客様側の機器がRS-232Cでデータを受け取る際、自動的に"?"等の文字を弊社機器に対してエコーバックしている
- お客様の機器側で、通信相手に対して文字をエコーバックしない設定にしてください。
- たとえばオムロンシーケンサーのアスキーユニットの場合、INPUT#文は"?"をエコーバックしてしまうので、LINE INPUT#文を使用する必要があります。
- "R"だけを送ったつもりが、機器側で勝手にキャリッジリターンコード等を付加して送信している
-
表示器にRS-232Cエラーである[E-41]が表示されます。
-
このエラーが表示される場合、原因のほとんどが通信機器間の通信条件(ボーレート、パリティの設定等)の不一致によるものです。
中でも最も多いのが、ボーレートの不一致です。
ボーレートの設定スイッチを変更しても、電源を再投入しないと実際に設定が変更されない機器が多いのでご注意下さい。
弊社の自動立上げユニットをご使用の場合は、自動立上げユニットと外径測定器間のボーレートを300bpsか1200bpsにする必要がありますので、ご注意ください。
-
表示器にRS-232Cを使用し、パソコンに測定値を取り込む場合、どれくらいのサンプルレートで取り込むことができますか?
-
ボーレートの設定によります。
9600bpsの場合には、1文字の送受信におよそ1msecかかります。
たとえば、LDM-110での測定値を取り込む場合なら、数値6文字+小数点1文字+キャリッジリターンコードの合計8文字を取り込むことになります。
さらに、測定値を取り込むためのコマンド"R"をLDM-110に送信しなければならないため、9600bpsのボーレートで約10msec以上のサンプルレートとなります。
なお、4800bpsでは9600bpsの倍のサンプルレートとなります。
-
LDM-110のボーレート設定が4800bpsしかありませんが、それ以上の設定はできないのでしょうか?
-
実際には、BAUDスイッチを7にすれば9600bpsに、8にすれば19200bpsに設定されます。
公称最速ボーレートを4800bpsとした理由は、9600bps以上になるとRS-232Cでの設定時に文字間にディレイを挿入する必要があるためです。
測定値の読み出しだけであれば、19200bpsまで問題なく通信できます。
-
USB-RS232C変換ケーブル使用時の注意点は?
-
USB-RS232C変換ケーブルは、様々な製品が発売されております。ご使用(予定)のPCのOSに適合した変換ケーブルをご購入下さい。
また、弊社でもケーブルの取扱いはございますので、お気軽に弊社営業までお問い合わせください。
外径制御ユニットに関する質問
Index
-
押出制御と引取制御のどちらが良いですか?
-
指令電圧を変化させた場合の押出レスポンスと引取レスポンスを比較すると、引取レスポンスの方が良い傾向にありますが、モーターの機能が向上したことで、制御能力の点で、実用上の差はほとんどなくなっています。
押出制御は引取速度が一定なので、ラインスピードと生産量から何時間運転する必要があるかをある程度正確に把握でき、生産計画を立てやすいメリットがあります。
押出制御では押出能力にある程度の余裕がある所で使用する必要がありますが、一方、引取制御は押出機を最大回転で使用できるメリットがあります。
一般的には押出制御の方が多いです。
-
外径制御ユニット各モデルの使い分けを教えてください。
-
自動立上げ機能付のDAC+88は、最初のデータ設定で煩雑に感じるかもしれませんが、立上げ機能は生産性向上の一助となることでしょう。
簡便さではDAC-96が最も優れていますし、ラインスピードの遅い太径ケーブルライン等にはDAC-93が向いています。
各モデルの使い分けを下表に示します。
型式 DAC-96 DAC-93 DAC+88 制御方式 P.I./SPEED制御方式 遅延タイムステップ制御方式 パラメータ設定制御方式 適合ライン 汎用 線速の遅いライン 汎用(線速の遅いラインは不向き) 自動立ち上げ機能 × ○ 接続できる外径測定器 アナログ偏差出力があれば可 弊社製のみ 制御対象 押出または引取のいずれか 押出・引取両方 AUTO運転中の速度ボリューム調整 可 不可(データ変更により速度変更) ロータリーエンコーダ接続 不要 必要 不要 製品毎のデータ設定 不要 プログラム番号を呼び出す 外形寸法 W144×H72×D191mm
-
DAC-96を設置できる設備の条件はありますか?
-
DC電圧指令で回転数が制御される設備ならば、モーターの種類は問いません。また、DC電圧の極性も問いません。
稀に、ACスライダックでモーター回転を制御する設備もありますが、 このようなラインにはDAC-96を設置することができません。
-
DAC-96の結線方法を教えて下さい。
-
DAC-96の出力+/-は他の回路とは絶縁されていて、モーター信号線の間にカスケード接続するものです。特に、出力の-側(6番ピン)を信号0Vに接続するものではないことにご注意下さい。
基本的な結線方法はDAC-96の取扱説明書に明記していますので、そちらをご確認ください。
接続方法にご不明な点がある場合、お客様の設備回路図をご提示いただければ、それを基に具体的な結線方法をご提案致します。設備回路図に「DAC-96結線方法提案依頼」と制御方法(押出制御/引取制御のいずれか)を明記の上、お問い合わせフォームかFAXでお送りください。
FAX宛先:042-645-8938
なお、押出制御か引取制御かを決めかねる場合はこちらを参考にされてください。
-
DAC-96の出力サイクルを教えてください。
-
DAC-96の出力更新サイクルは10msec(1秒間に100回)です。
-
DAC+88を設置できる設備の条件はありますか?
-
DC電圧指令で回転数が制御される設備ならば、モーターの種類は問いません。
また、DC電圧の極性も問いませんが、マイナス電圧コントロールの場合は結線が少し複雑になります。
DC指令電圧の最大値が10Vを超える場合は、アンプ(ゲイン:2倍)オプションが必要になり、押出機と引取機両方の最高指令電圧が10Vを超える場合には、アンプが2台必要となります。
なお、アンプ設置後はモータ回転を上げるためのボリュームの調整間隔が変わり、設置前と同じ位置に合わせると倍の回転になります。
稀に、ACスライダックでモーター回転を制御する設備もありますが、 このようなラインにはDAC+88を設置することができません。
外径凹凸検出器に関する質問
-
シングルスリット方式とダブルスリット方式の違いは何でしょうか?
-
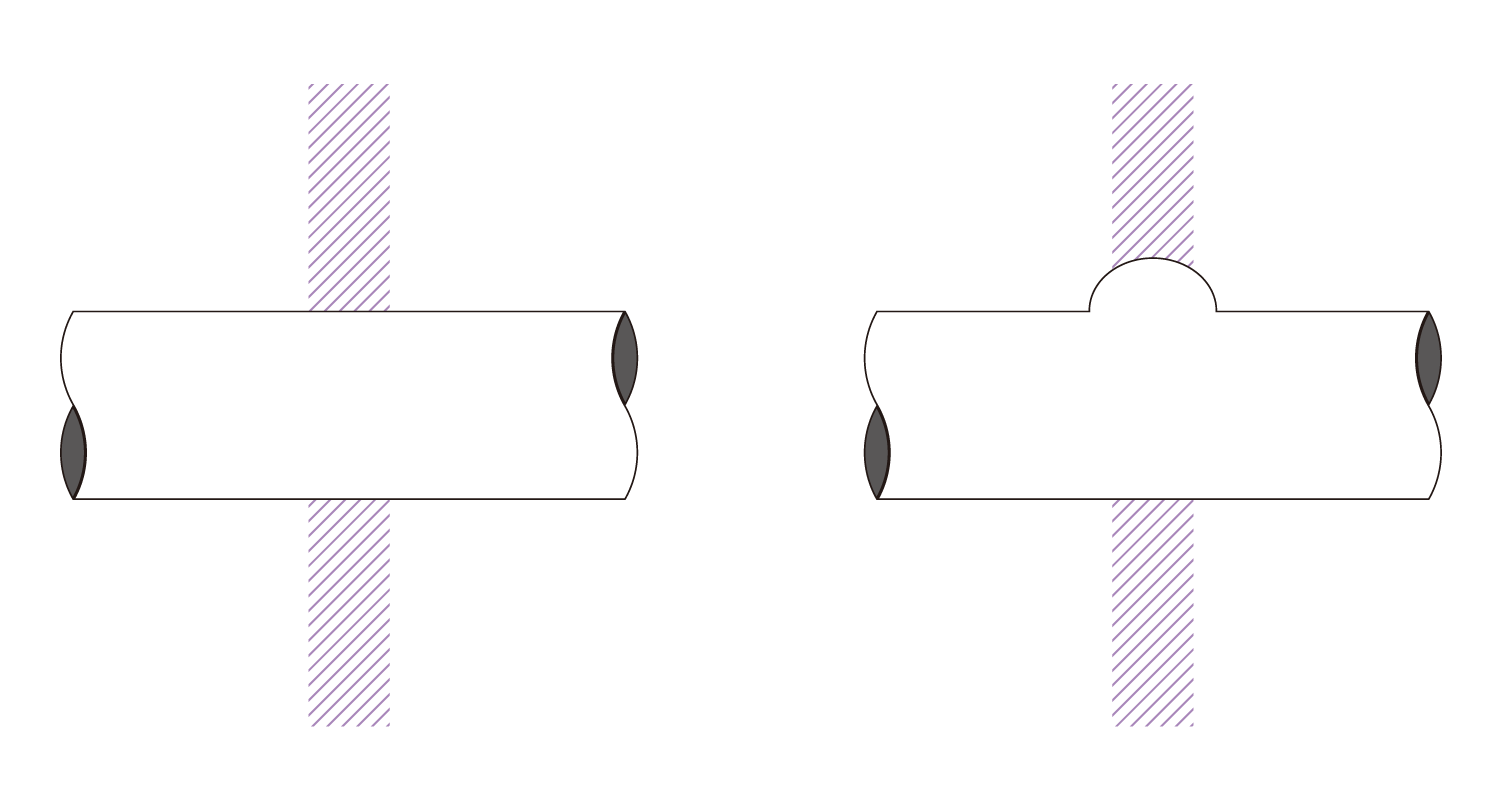
以下に示す図は、投光されている一定光量の光(図中斜線部)がワーク(被測定物)によって遮られた状態を示しています。
シングルスリット方式
凹凸が無いとき(図中左)と凹凸があるとき(右側)の光量の変化を捉え、外径の凹凸を検出します。
振動によるブレを凹凸と見なして検出してしまう場合がありますが、反面、制限付きで緩やかなテーパー状の凹凸も検出可能です。
ダブルスリット方式
投光される2スリット間の光量差によって、外径の凹凸を検出します。
凹凸が無いとき(図中左)は差が生じず、凹凸があるとき(図中右)に生じる差によって凹凸を検出します。
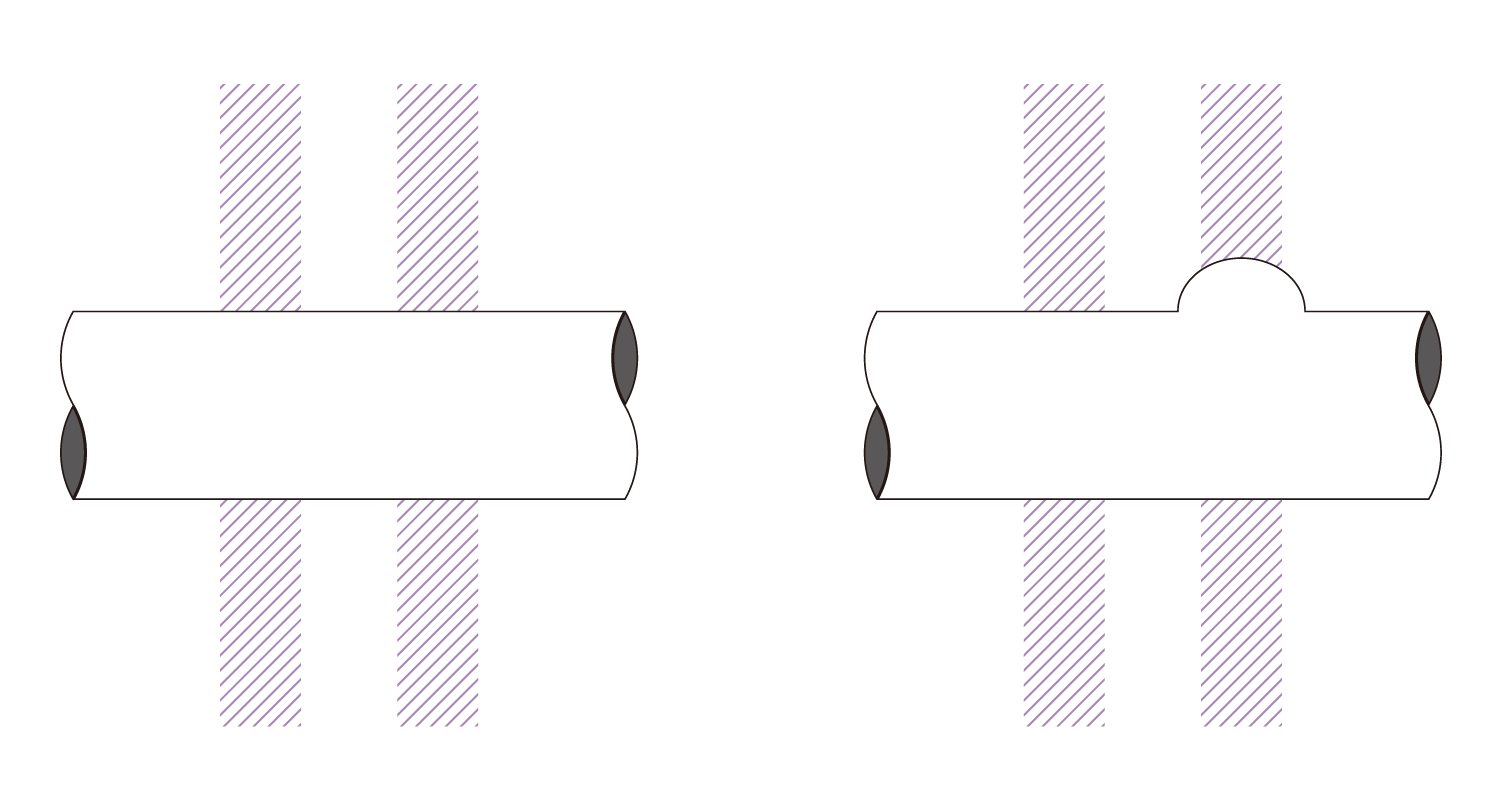
真円でないワークの凹凸も検出可能。
緩やかな変化の凹凸は検出できない場合がありますが、振動にも強く、細線製造ラインに適しています。
-
凹凸レベルの設定について教えてください。
-
本体に付いているレベル調整器の数字(3桁)は、警報レベルをµmまたはmm単位で示したもので、この設定値は凹凸の外径と正常な外径の差の絶対値((凹凸の外径)-(正常な外径))になります。
正常な外径が1.000mm、凹凸レベルの設定値が"520"である場合、凸部の外径が1.52mm以上の場合や凹部の外径が0.48mm以下の場合に警報を出力します。
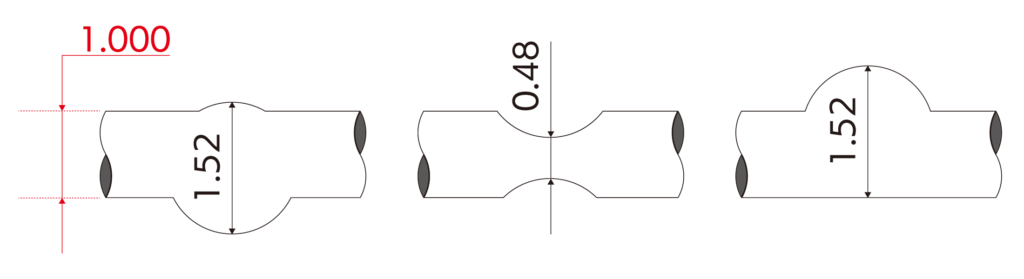
被測定物の外径が異なっても、検出すべき凹凸のレベルが同じ場合は凹凸警報レベルの設定を変更する必要はありません。
警報レベルを高感度にするほど、ワークの振れや外的振動、外乱光、水滴などへの対策がシビアになります。
-
線速と凹凸幅の関係は?
-
線速と検出できる凹凸の幅は相関関係にあります。
外径凹凸検出器の低域カットオフ周波数は約3Hz、広域カットオフ周波数は約8~10kHz(機種によっては30kHzまたは50kHz)となっています。
したがって、非常に緩やかに外径が変化する場合や凹凸幅が非常に短い場合は、感度が低下する傾向にあります。
緩やかな凹凸の場合の最大検出限界凹凸幅は、次の値が目安になります。
線速30m/分⇒幅15cmまで
線速60m/分⇒幅30cmまで
線速120m/分⇒幅60cmまでまた、最小応答凹凸幅は装置の応答性と線速に関係しており、以下の式で求めることができます。
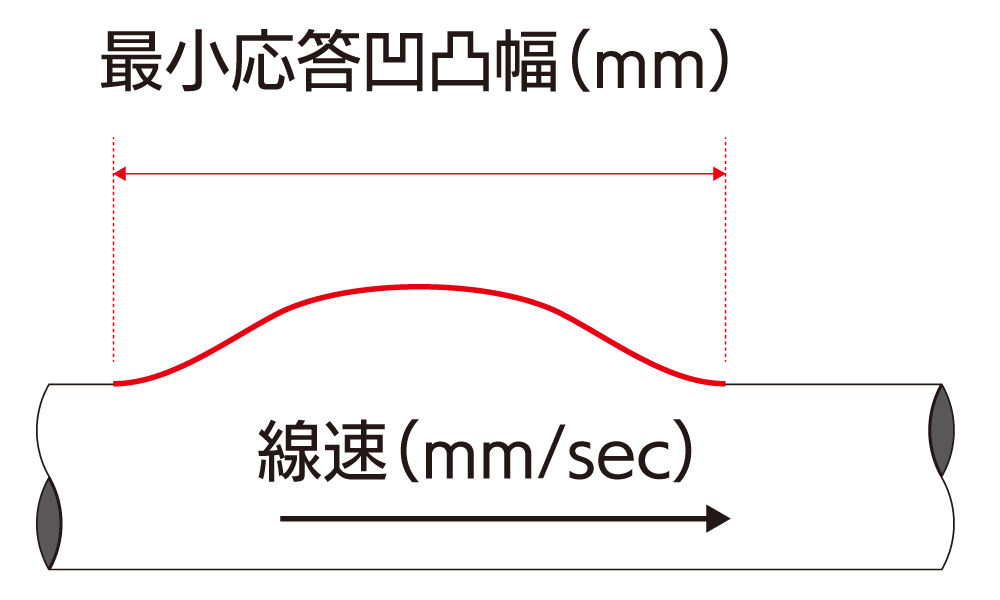
最小応答凹凸幅[mm]= 1秒間に進むケーブルの長さ[mm/sec]÷装置の応答性[kHz]
ただし、最小凹凸幅はスリット幅に制限されます。
-
検出軸の死角となる部分の凹凸の検出能力は?
-
下図のように、入射光軸に対して凸部の頂点が傾くと凸幅は小さくなり、測定誤差になります。
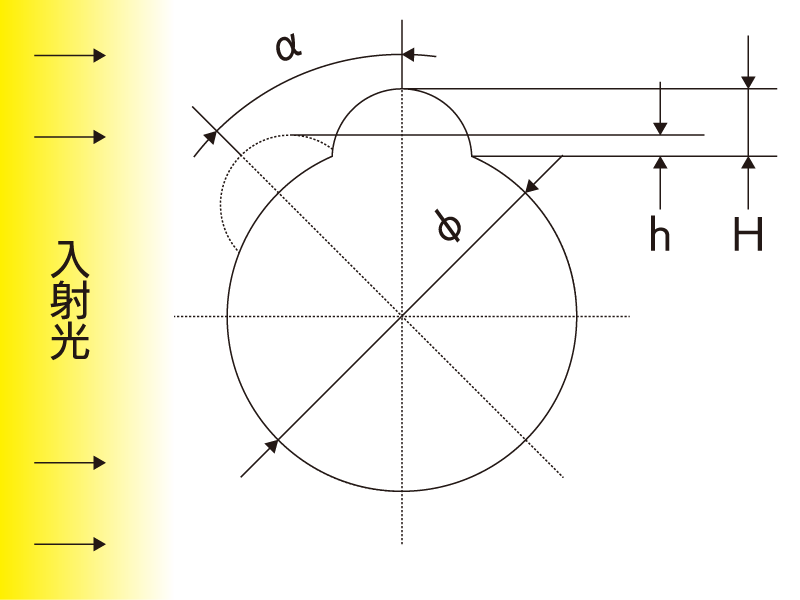
このとき、α°傾いた突起部の実際の高さ(h)は、以下の式で求めることができます。
h=0.5Φ×(cosα-1)+(H×cosα)
なお、この測定誤差は複数の軸で多方向から検出することで限りなく小さくすることができます。
カウンティングイベントプリンターに関する質問
-
印字方向の上下を逆転させたいです。
-
- プリンター蓋の両側のロックを内側に押して、蓋を外します。
- 基板上の、向かって左側のスライドスイッチの方向を変えることで、印字方向を切り替えることができます。
-
従来機種との違いを教えてください。
-
下表をご確認ください。
機能 AD-50 AD-50E AD-500 イベントメッセージ数 10種類 7種類 10種類 クロックパルスレート 2kpps/100pps
(選択可)最大2kpps 最高2kpps/100PPS
(選択可)リセットイベントメッセージ入力 前面パネルスイッチ
背面端子台
RS-232C前面パネルスイッチC 前面パネルスイッチ
背面端子台
RS-232Cメッセージイベント名変更 RS-232C経由 データ設定モード RS-232/USBメモリ経由 プリセット(満量/予報)設定 可能 機能なし 可能 設定に対する警報出力 あり あり イニシャルセット桁数 6桁 5桁 6桁 ロットナンバー桁数 4桁 3桁 4桁
(自動更新可)外部通信 RS-232C 機能なし RS-232C(標準装備)
ボーレート:9600/19200bps
ジョイント検出器に関するご質問
-
ジョイント検出器を断線検出器として使用できますか?
-
ジョイント検出器をケーブル断線検出器としてご使用いただくことは可能ですが、現在、ジョイント検出器には複数のモデルがありますので、ワークの概要や測定環境などについてお客様とご相談の上、機種選定を行っております。