- 1. トラブルシューティング
- 1.1. レーザー外径測定器
- 1.1.1. レーザ外径測定器の取り扱い方について
- 1.1.1.1. 取付方向
- 1.1.1.2. 外力による衝撃
- 1.1.1.3. 電気ノイズ、サージ
- 1.1.1.4. 環境温度
- 1.1.1.5. 水滴、油、煙
- 1.1.1.6. 日常点検
- 1.1.1.7. その他使用上の注意
- 1.1.2. メンテナンス
- 1.1.2.1. 水濡れ対策
- 1.1.2.2. ガラス清掃時の注意
- 1.1.3. トラブルシューティングの基本
- 1.1.4. 症状別トラブルシューティング
- 1.1.4.1. ホールドLEDが頻繁に点灯する
- 1.1.4.2. 上下限の警報が全く働かない
- 1.1.4.3. 基板の装着スロットを変更したら動作しなくなった(LDM-1000/1000EX)
- 1.1.4.4. "E-00"エラー(LDM-100シリーズ)
- 1.1.4.5. "E-12"エラー
- 1.1.4.6. "E-14"エラー
- 1.1.4.7. "E-41"エラー
- 1.2. 外径制御ユニット
- 1.2.1. 症状別トラブルシューティング
- 1.2.1.1. AUTOに入れた瞬間に押出/引取機の回転数が変わる
- 1.2.1.2. 制御をかけても外径変動を押さえられない
- 1.2.1.3. 外径測定器を交換したら制御できなくなった
- 1.2.1.4. 自動立上げで低速での立上りが遅い
- 1.2.1.5. 自動立上げでAUTOに入らない
- 1.3. 外径凹凸検出器
- 1.3.1. 症状別トラブルシューティング
- 1.3.1.1. 凸と凹のランプが点灯したまま動作しなくなった
- 1.3.1.2. コブがないのに誤動作で警報を出力する
- 1.4. カウンティングイベントプリンター
- 1.4.1. 症状別トラブルシューティング
- 1.4.1.1. 用紙を交換したら印字されなくなった
- 1.4.1.2. 正しくカウントされない
- 1.5. ジョイント/断線検出器
- 1.5.1. 症状別トラブルシューティング
- 1.5.1.1. ジョイント部ではないところで警報を出力する
トラブルシューティング
 レーザー外径測定器
レーザー外径測定器
レーザ外径測定器の取り扱い方について
取付方向
制限はありません。ただし、設置時にガラス面が下面に来る場合はガラス面が汚れやすくなりますので、十分な保守が必要になります。
外力による衝撃
検出器に内蔵されている精密回転モーターやレンズ、ミラーなどは外的な衝撃を嫌いますので、落下等の衝撃は故障の原因になります。
電気ノイズ、サージ
他装置のインバータで発生するノイズ、リレー、ソレノイドなどの大きな電気ノイズは誤動作の原因になります。
検出器・表示器の取付ベースは、共通アースにて完全にアースしてください。アースが浮いていると誤動作や、さらには機器の破損につながることがあります。
環境温度
使用環境温度は40℃以内で使用してください。
40℃を越えると電子部品の劣化が早くなり、特に検出器に内蔵されている半導体レーザーは温度が上がると寿命が短くなります。
水滴、油、煙
検出器に水(水滴)や油、煙などがかかると、誤動作や故障の原因になります。飛散しない様、十分に除去してください。
日常点検
日常的なメンテナンスとして、検出器のガラス窓をアルコール等を含ませたワイパーで清掃して下さい。
また、少なくとも6~12ヶ月間隔でピンゲージ等による精度確認を行ってください。
その他使用上の注意
電源をONにしたまま接続ケーブルを抜き差しすると、故障の原因となるおそれがあります。ケーブルの抜き差しは必ず電源をOFFにしてから行ってください。
また、接続ケーブルは他の動力線と一緒に配線しないでください。電気ノイズによる誤動作の原因となります。
メンテナンス
レーザ外径測定器で必要となるメンテナンスは検出器ガラス面の清掃です。
そのため、なるべくガラス面が汚れにくい環境に設置し、湯気や煙がかかる場所ならそれらを吹き飛ばしたり、吸引したりする必要があります。
水濡れ対策
なお、水滴が飛散する場所への設置は絶対に行わないで下さい。検出器の前に水槽がある場合は十分に水切りさせて、濡れた被測定物が測定エリアを通過することがないようにしてください。
また、目視で分かりにくい場合も、被測定物をよく見ると濡れていたり、湯気を纏っていたりしていることがありますので、ティッシュなどで被測定物を触ってみることをお勧めします。
ガラス清掃時の注意
なるべくティッシュなどは使用せず、やわらかい布で汚れを拭いてください。アルコール等の薬品を使用するとより効果的です。
ガラスの隅に拭き取られなかった汚れや油分が残ってしまう場合がありますので、ガラス全面の汚れを綺麗に拭き取ってください。
清掃が不十分である場合、表示器で出鱈目な値が表示される、HOLDが点灯する、エラーが発生して測定不能となるなどの現象が生じるおそれがあります。
ガラスを清掃しても現象が改善されない場合、弊社での修理が必要になります。
修理のご依頼はここちら
トラブルシューティングの基本
ガラス面の汚れやキズによるトラブルの場合、該当箇所をビニールテープで隠してしまうマスキングも効果がある場合があります。
また、トラブルが発生した検出器と表示器のセット以外に正常なセットがあれば、検出器、表示器、ケーブルのうち、どこに問題があるかを追い込むことができます。
下図左のイラストにおいてAをトラブルが発生しているセット、Bを正常なセットとします。
- 検出器を正常なBに交換するか、または検出器AのコネクタにケーブルBを接続します(下図右上)。
- これでA側のトラブルが解消した場合、問題は検出器Aにあるということになります。
- 依然トラブルが解消されない場合は、表示器を正常なBに交換するか、表示器Aのコネクタに正常なケーブルBを接続します(下図右下)。
- これでA側のトラブルが解消した場合、問題は表示器Aにあるということになります。
- 依然トラブルが解消されない場合は、ケーブルAに問題があることがわかります。

同様に、2軸測定システムの一方だけにトラブルが発生していて、もう片方に問題がない場合も、上図の方法で問題の諸元を追い込むことができます。
トラブル原因となる部分が判明した場合も、当社での修理が必要な場合はなるべく検出器と表示器をペアでお送り下さい。
症状別トラブルシューティング
ホールドLEDが頻繁に点灯する
LDM-110/1000/210シリーズではHOLDランプが点灯し、LDM-100シリーズではポジションランプ(数値表示の下の8つのLED)が点灯します。
この場合、レーザー素子とスキャニングモーターは正常に動作している場合が多く、主に検出器からの検出信号が乱れていることを示しています。
LDM-110/1000/210シリーズでは、この状態が頻繁かつ連続的に発生するとやがて"E-14"エラーとなります。
測定値がホールドされるのは エッジ監視機能によるため、まずは上述の[メンテナンス]と[トラブルシューティングの基本]を参考に処置を行ってください。ガラス面清掃により復帰しないトラブルは、基本的に当社での修理が必要になります。
また、LDM-304H-XYやLDM-305H-XYなど2軸測定タイプの検出器を使用しており、金属棒やアルミテープを巻いた線材など光沢のある被測定物に対する測定時にこのエラーが発生している場合は、光沢物から反射したレーザ光が他軸の受光部に入り、干渉していることも考えられます。
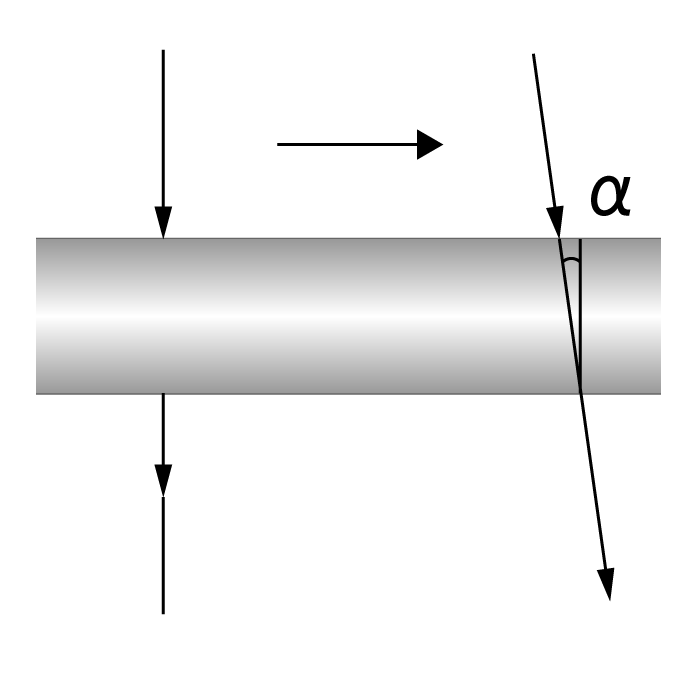
この場合は、レーザ光が被測定物の面に垂直に当たらないように少し角度をつけて検出器を設置すれば解決できます。
但し、角度を大きくつけるほど実際の外径より太く表示されます。どれくらいのズレが生じるかは、角度αによって幾何学的に計算することができます。
誤差=(1/cosα-1)×100[%]
たとえばα=7°の場合、誤差は0.75%となります。
上下限の警報が全く働かない
最も多い原因として考えられるのが、上下限値を絶対値で設定している場合です。
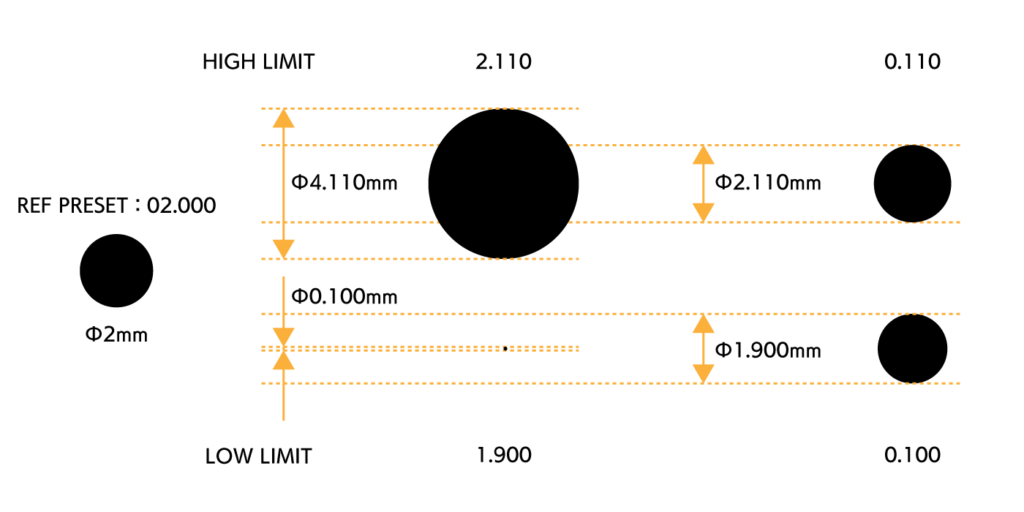
当社のレーザ外径測定器では、対象製品が変更される毎に設定する手間を考慮し、上下限値はREF PRESETで設定された中心値からの偏差で設定するようになっています。
たとえば、2mmの被測定物に対して1.9mm以下で下限警報を、2.11mm以上で上限警報を出力したい場合は、REF PRESET:02.000、HIGH LIMIT:0.110、LOW LIMIT:0.100と設定する必要があります。
これを絶対値でHIGH LIMIT:2.110、LOW LIMIT:1.900と設定してしまうと、(PRESET:2-LOW LIMIT:1.9=)0.1~(PRESET:2+HIGH LIMIT:2.11=)4.11mmの範囲において上下限警報が働かないことになります。
上記が原因でない場合は表示部の故障の可能性が高いため、修理をご依頼ください。
基板の装着スロットを変更したら動作しなくなった(LDM-1000/1000EX)
以下に示す項目を確認して下さい。
- 基板のIDスイッチの設定がFになっていないか
- 装着基板間でIDスイッチの設定が重複していないか
- 基板がスロットに最後まで差し込まれているか
意外に多いのが、3つめの基板の差し込み不足です。基板を挿入後、一度手でグッと押し込んでみてください。
"E-00"エラー(LDM-100シリーズ)
"E-00"エラーはLDM-100シリーズ固有のエラーコードであり、LDM-110シリーズ以降の表示部には表示されません。
検出器からの検出信号が出力されていないことを示しており、原因としてはレーザー素子のブレークダウンおよびスキャニングモーターのダウンの可能性が高いです。
その他の要因としては、検出器ガラス面の清掃が不十分である、元々LDM-110とのペアで出荷された検出器と接続しているなどが考えられます。
なお、LDM-100初期モデルでは、プログラムが対応していないために"E-00"ではなく"0000"エラーが表示されて測定できなくなるものもあります。
"E-12"エラー
"E-12"エラーは検出器からの検出信号が出力されていないことを示しており、原因としてはレーザー素子のブレークダウンおよびスキャニングモーターのダウンの可能性が高いです。
なお、"E-12"エラー中にレーザーONを示すLEDが点滅する場合がありますが、これは表示器が3秒に1回レーザーを照射し、正常に復帰しているかをチェックしている状態で、エラー発生中のレーザー光による危険を防止する目的で表示器が意識的に点滅させているものです。
また、LDM-210の場合は、検出器のスキャン速度が不適切な場合に、"E-12"が表示されることがあります。
CPUバージョンが2.11以降の場合、電源投入時に測定表示にCPUバージョンが表示され、緑の表示LEDにスキャン速度が示されますので、その数値をご確認ください。
2.11以前のバージョンをご使用のお客様は、パラメータNo.12をご確認ください。 末尾が0なら2000スキャン、1なら400スキャンです。
"E-14"エラー
"E-14"エラーが表示される場合、レーザー素子およびスキャニングモーターは正常に動作していることが多いですが、検出器からの検出信号が乱れていることを示しています。
"E-14"が発生する前には、往々にして測定値が頻繁にホールドする現象が発生しています。測定値がホールドされるのは エッジ監視機能によるため、まずは上述の[メンテナンス]と[トラブルシューティングの基本]を参考に処置を行ってください。
また、LDM-210の場合は、検出器のスキャン速度が不適切な場合に、"E-12"が表示されることがあります。
CPUバージョンが2.11以降の場合、電源投入時に測定表示にCPUバージョンが表示され、緑の表示LEDにスキャン速度が示されますので、その数値をご確認ください。
2.11以前のバージョンをご使用のお客様は、パラメータNo.12をご確認ください。 末尾が0なら2000スキャン、1なら400スキャンです。
"E-41"エラー
"E-41"はRS-232Cエラーです。
このエラーが発生する原因のほとんどが通信機器間の通信条件(ボーレート、パリティの設定等)の不一致によるもので、中でも最も多いのがボーレートの不一致です。
電源を再投入するまで設定が反映されない機種もありますので、ボーレートの設定スイッチを変更しても設定が変更されない場合はお試しください。
外径制御ユニット
症状別トラブルシューティング
AUTOに入れた瞬間に押出/引取機の回転数が変わる
AUTOに入る前は、ボリュームからモーターまでの信号が外径制御ユニット内部でスルーになっていますが、AUTOに入った瞬間にスルーでなくなります。
このときモータ回転が乱れる原因として最も多いのが、配線の引回しが長いことによって起こる誘導電圧です。
ボリューム -- 外径制御ユニット -- モーターの配線は極力短くする必要があります。また、信号と対になる0V信号線とはツイストペアにすると良いでしょう。
シールド線を使用している場合は、アースへの接続を外すなどシールドの処理方法を変えるだけで良くなる場合もあります。
制御をかけても外径変動を押さえられない
外径変動には、外径制御ユニットによって制御できるものとできないものがあります。
基本的に押出機の口から外径測定器までの距離より短い周期の外径変動は制御できません。これは、押出し回転のムラや引取りプーリーの滑りなどが原因である場合が多いようです。
外径制御ユニットでの制御は、材料の練りの状態の変化、温度変化、押出ヘッド部分のメッシュの根詰まり等による時間的周期の長い変動に対して有効に働きます。
そのほか制御がうまく行かない原因として、外径制御ユニットの設定方法に問題がある場合もあります。取扱説明書に従って、今一度設定をご確認ください。
外径測定器を交換したら制御できなくなった
外径制御ユニットDAC+88に組み合わせられる外径測定器を交換すると、通信速度の違いによる通信不能が原因で制御できなくなる場合が多いです。
外径測定器表示器の型式が同じで制御不能になった場合は、交換前に接続されていた表示器背面の設定スイッチの状態を確認して下さい。
接続していた表示器が分からなくなった場合は、下表に従って設定を行ってください。
| 表示器機種名 | LDM表示器の設定確認方法 | DAC+88の通信設定 |
|---|---|---|
| LDM-110 | 背面の"BAUD"が"4"になっていることを確認してください | 1200bpsになっていることを確認してください |
| LDM-210 | Select番号1番が"3"になっていることを確認してください | 1200bpsになっていることを確認してください |
| LDM-110EX | 背面のDipスイッチSW3の7,8番を両方を上げてください | 300bpsになっていることを確認してください |
| LDM-1000EX | 背面の"BAUD"が"4"になっていることを確認してください | 1200bpsになっていることを確認してください |
なお、DAC+88の通信速度の設定/確認は、電源スイッチを一旦OFFにして"MODE"ボタンを押しながら電源スイッチをONにします。
設定が終わったら電源スイッチを切り、数秒置いてから電源投入すると 設定が反映されます。
自動立上げで低速での立上りが遅い
自動立上げユニットの立上げ過程では、外径が設定値にある程度近づかなければ立上げを停止して(=そのラインスピードを保持して)、外径が良くなるまで制御を繰り返します。
レーザ外径測定器の測定値をもとにモーターの回転数を微調整してから、実際に外径がどの様に変化したかを知るには、押出機を出た線が外径測定器検出器を通過するまで待つ必要があります。
そのため、ラインスピードが遅い段階では、モーター回転数の微調整から外径の変化までに時間を要するため、外径が合わないと低速での立上りは遅くなります。
この問題を解決するためのアプローチは下記の通りです。
- この問題を解決するための最も良い方法は、外径測定器の検出器をなるべく押出機の出口に近付けることです。但し、湯気や熱の問題をクリアする必要はあります。
- 押出機モーターおよび引取機モーターのリニアリティを改善することも必要になります。高速での押出しおよび引取の比で低速運転しても同じ外径が出る設備が理想的です。
自動立上げユニットのパラメーターで少しずつチューニングする方法もありますが、時間とスキルが必要になることに加え、チューニングしても外気温や押出機内部における樹脂の状態などの影響で条件が変わってしまうことがあります。
自動立上げでAUTOに入らない
原因として以下の項目が考えられます。
- RS-232Cの接続不良または外径測定器とのボーレートが合っていない
- 外径測定器の測定エリアに測定物が無い(外径測定器が0000を表示している)
- 背面端子台の押出ON入力(6番端子)または引取ON(7番端子)がOFFになっている
- AUTOスイッチが故障している
外径凹凸検出器
症状別トラブルシューティング
凸と凹のランプが点灯したまま動作しなくなった
白色タングステンランプを光源として用いている外径凹凸検出器では起こりうる現象で、原因はランプ切れにあります(現在は寿命が半永久的なLED光源を用いたタイプが主流となっています)。
取扱説明書の手順に従ってランプを交換して下さい。予備用ランプは本体の中に内蔵されています。
本体のフタを開ける際、開ける面を間違えると当社での再調整が必要になりますのでご注意ください。
コブがないのに誤動作で警報を出力する
原因として考えられる以下の項目をご確認ください。なお、検出したいコブが小さくなるほど条件はシビアになります。
- ガラス面は汚れていないか
- 被測定物に水分が付着していないか
- 測定部分に水滴、ゴミ、ほこり等が飛散・浮遊していないか
- 太陽光などの強い光が当たっていないか(室内の蛍光灯程度であれば問題ありません)
- 外径凹凸検出器の設置部分が振動していないか
- 誤動作の瞬間に被測定物が大きく跳ねることはないか
校正ゲージユニット(オプション)をお持ちの場合は、取扱説明書に従って校正をお試しください。
カウンティングイベントプリンター
症状別トラブルシューティング
用紙を交換したら印字されなくなった
紙の裏表を逆にしてみて下さい。
カウンティングイベントプリンターに使用しているプリンターは感熱紙を使用するため、紙ロール装着時に紙の裏表を間違えると印字されなくなります。
また、純正品以外のプリント用紙を使用しようとして動作不良になるケースも見受けられます。
プリント用紙は、必ず純正品をご使用ください。
正しくカウントされない
原因として以下のことが考えられます。
- ノイズによる誤カウント
この場合、単相パルス入力では多めにカウントし、A相B相パルス入力では少なめにカウントする傾向にあります。近くにスパークテスターがある場合は、スパークテスターとの距離を離してみて下さい。
- 1つのパルスエンコーダから他の機器にも並列に接続している
並列に接続された各機器にダイオードを入れると良くなる場合があります。
- 電圧レベルが適切でない(パルスエンコーダが電圧入力の場合)
電圧レベルが適切であるか確認してください。DC12Vレベルをご使用ください。
ジョイント/断線検出器
症状別トラブルシューティング
ジョイント部ではないところで警報を出力する
考えられる原因として、以下に示す内容をご確認ください。
- ジョイント検出センサー設置部分が振動していないか
- 誤動作の瞬間に被測定物が大きく跳ねることはないか
- 近くにスパークテスターはないか